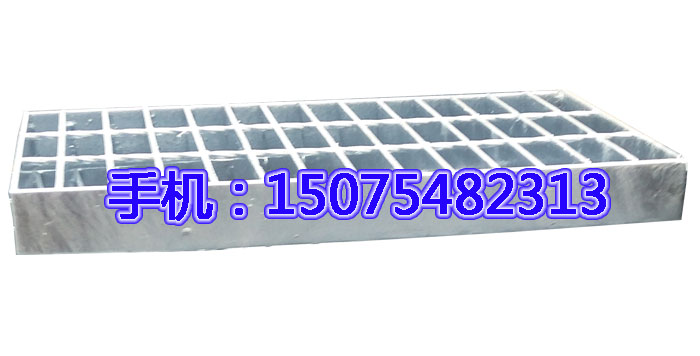
污水处理厂网格板电焊焊接性剖析
污水处理厂网格板是为避免镀锌网格板表层遭到浸蚀,增加其使用期,在镀锌网格板表层镀一层金属锌,污水处理厂网格板表层会呈花瓣状。按生产制造及生产加工方式可分成下列几种:①热镀锌板;②电镀锌板。锌的熔点为419℃,熔点为907℃,均远远地小于铁的熔点1500℃。因而,电焊焊接全过程中,热镀锌层在于对接焊缝熔融。历经所述剖析镀锌钢板的物理性能和工艺性能和一般冷轧钢板同样,唯一不一样为污水处理厂网格板表层有热镀锌层。
污水处理厂网格板的焊接方法
(1)手工电弧焊
以便减少有机废气,避免电焊焊接裂痕及出气孔的造成,焊接前应将焊缝周边的锌层除去。除去方式可选用火苗烤制或喷砂处理。 焊丝的挑选标准是焊接金属材料的物理性能尽可能与对接焊缝相仿,并且焊丝熔敷金属材料中含硅量应操纵在0.2%下列。针对高碳钢镀锌铁镀锌网格板,应优先选择采用J421/J422或J423焊丝。电焊焊接时,尽可能选用短弧,不必使电孤摆,以避免热镀锌层熔融地区的扩张,确保产品工件的抗腐蚀并减少粉尘量。
(2)熔融极气体保护焊
选用CO2气体保护焊或是Ar CO2、Ar O2等混和气体保护焊开展电焊焊接。维护汽体对焊接中Zn的成分有显著的危害,选用纯CO2或CO2 O2时,焊接中Zn的成分较高,而选用Ar CO2或Ar O2时,焊接中Zn的成分较低。电流量对焊接中Zn成分危害并不大,伴随着电焊焊接电流量的扩大,焊接中的Zn成分稍有减少。 选用气体保护焊电焊焊接污水处理厂网格板时,有机废气要比手工电弧焊大很多,因而应需注意排风系统。危害粉尘量尺寸及成份的要素主要是电流量和维护汽体。电流量越大,或维护汽体中CO2或O2成分越大,有机废气越大,并且粉尘中ZnO成分也扩大,较大时ZnO的成分可做到70%上下。 在一样的电焊焊接标准下,污水处理厂网格板的焊道要比不热镀锌的镀锌网格板大。